Die schnelle Formenverarbeitung ist eine gängige und praktische Technik in Bereichen wie der Prototypenherstellung, der Kleinserienproduktion und dem Formenbau.
I. Was ist Rapid Mold Processing?
Rapid Mold Processing, auch bekannt als Silikonkautschuk-Formenbau oder Vakuumguss, ist ein Verfahren, bei dem flüssiger Silikonkautschuk zur Herstellung von Formen verwendet und anschließend ein anderes Material (wie Harz, Gips, Wachs usw.) in die Formen gegossen wird, um das Originalmodell nachzubilden. Der Kern dieses Prozesses liegt in der Herstellung von Silikonkautschukformen. Dank seiner hervorragenden Flexibilität, hohen Wiedergabetreue, Hitzebeständigkeit und Entformungseigenschaften kann Silikonkautschuk jedes Detail des Originalmodells präzise nachbilden, einschließlich sehr komplexer Texturen und Hinterschneidungen.
II. Grundlegender Prozess der Silikonkautschuk-Laminierung
Der gesamte Prozess besteht im Wesentlichen aus zwei Hauptschritten: der Herstellung einer Silikonform und dem Gießen des Produkts.
Der erste Schritt: Eine Silikonform herstellen
1. Prototypenvorbereitung und -behandlung:
- Prototyp: Dies kann ein 3D-gedrucktes Teil (üblicherweise SLA-Photopolymerharz), ein Tonmodell, eine Skulptur, ein bestehendes Produkt usw. sein.
- Reinigung und Reparatur: Stellen Sie sicher, dass die Oberfläche des Prototyps sauber, staub- und ölfrei ist. Eventuelle Defekte müssen abgeschliffen und repariert werden.
- Festlegen der Trennlinie: Planen Sie anhand der Form des Prototyps, wie die Form in zwei oder mehr Teile geteilt wird, um später das Entformen zu erleichtern. Dies ist ein entscheidender Schritt bei komplexen Teilen.
- Einrichten des Gießkanals und der Entlüftungslöcher: Normalerweise werden Wachs- oder Kunststoffstäbe an geeigneten Stellen auf den Prototyp gesteckt, um Kanäle für das Gießmaterial und Löcher für das spätere Entweichen der Luft zu bilden.
2. Fixieren des Prototyps und Herstellen des Formkastens:
- Befestigen Sie den behandelten Prototypen auf einer Plattform (üblicherweise mit Heißkleber).
- Bauen Sie je nach Größe einen „Zaun“ (Formkasten) aus Holz, Acryl oder Pappe um den Prototyp. Zwischen dem Formkasten und dem Prototyp sollte ausreichend Platz (normalerweise 1,5–3 cm) vorhanden sein.
3. Silikon aufsaugen und einfüllen:
- Silikon mischen: Flüssigsilikon (Komponente A) mit Härter (Komponente B) im genauen Verhältnis mischen und gründlich verrühren.
- Vakuumieren und Blasen entfernen: Legen Sie das gemischte Silikon in die Vakuumkammer einer Vakuummaschine und legen Sie Vakuum an. Dieser Vorgang entfernt die beim Rühren entstandenen Luftblasen und ist entscheidend. Andernfalls verbleiben Blasen auf der Formoberfläche und beeinträchtigen die Qualität der Replik.
- Eingießen: Gießen Sie das blasenfreie Silikon langsam aus einer Ecke des Formkastens ein, sodass es aufsteigen und den Prototyp bedecken kann. Gießen Sie am besten von einer höheren Position in einem dünnen Strahl, um die Bildung neuer Blasen zu minimieren.
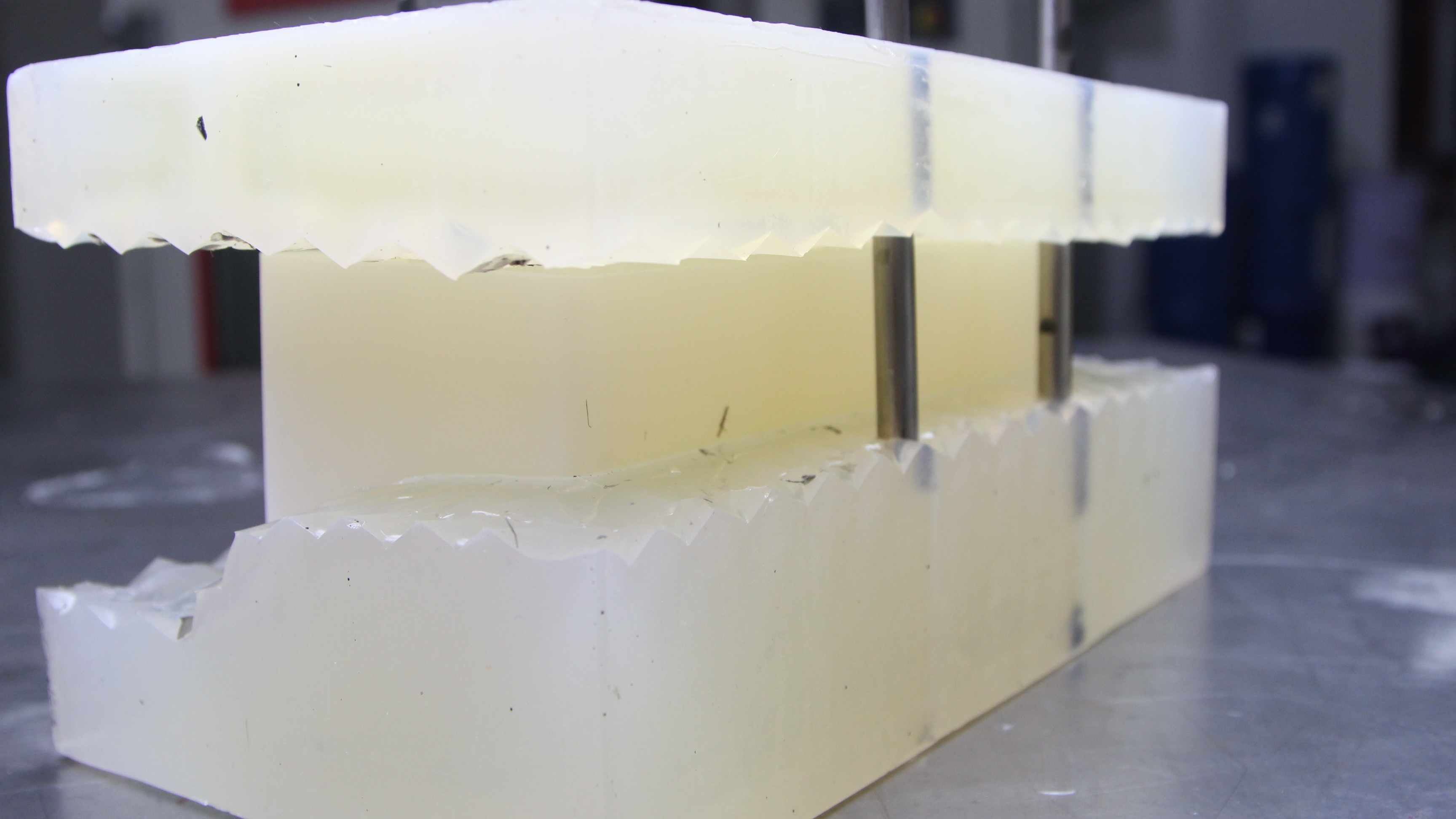
4. Aushärten und Entformen:
- Das Silikon härtet (vulkanisiert) bei Raumtemperatur oder in einer beheizten Umgebung aus, was normalerweise mehrere Stunden bis über ein Dutzend Stunden dauert.
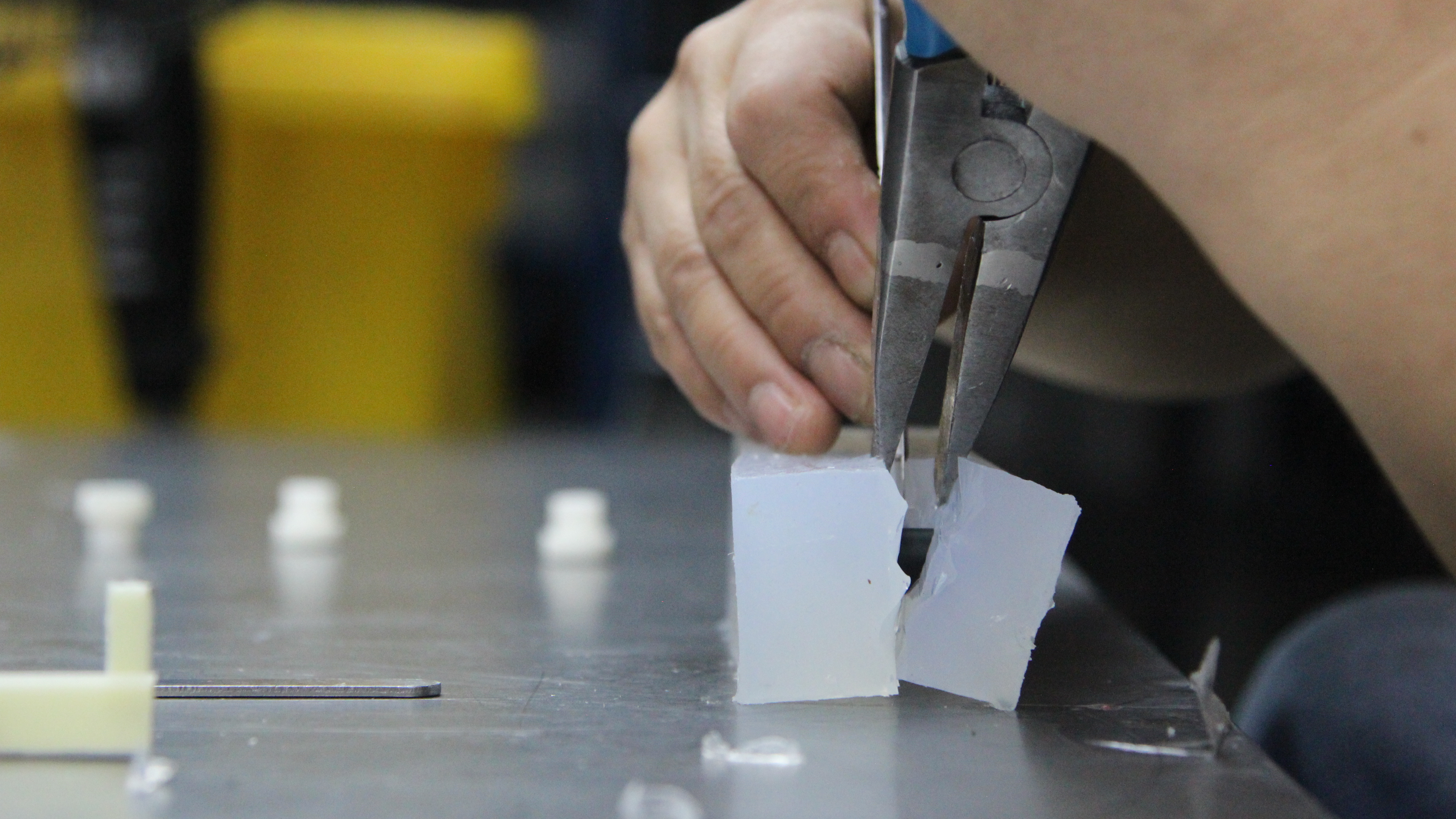
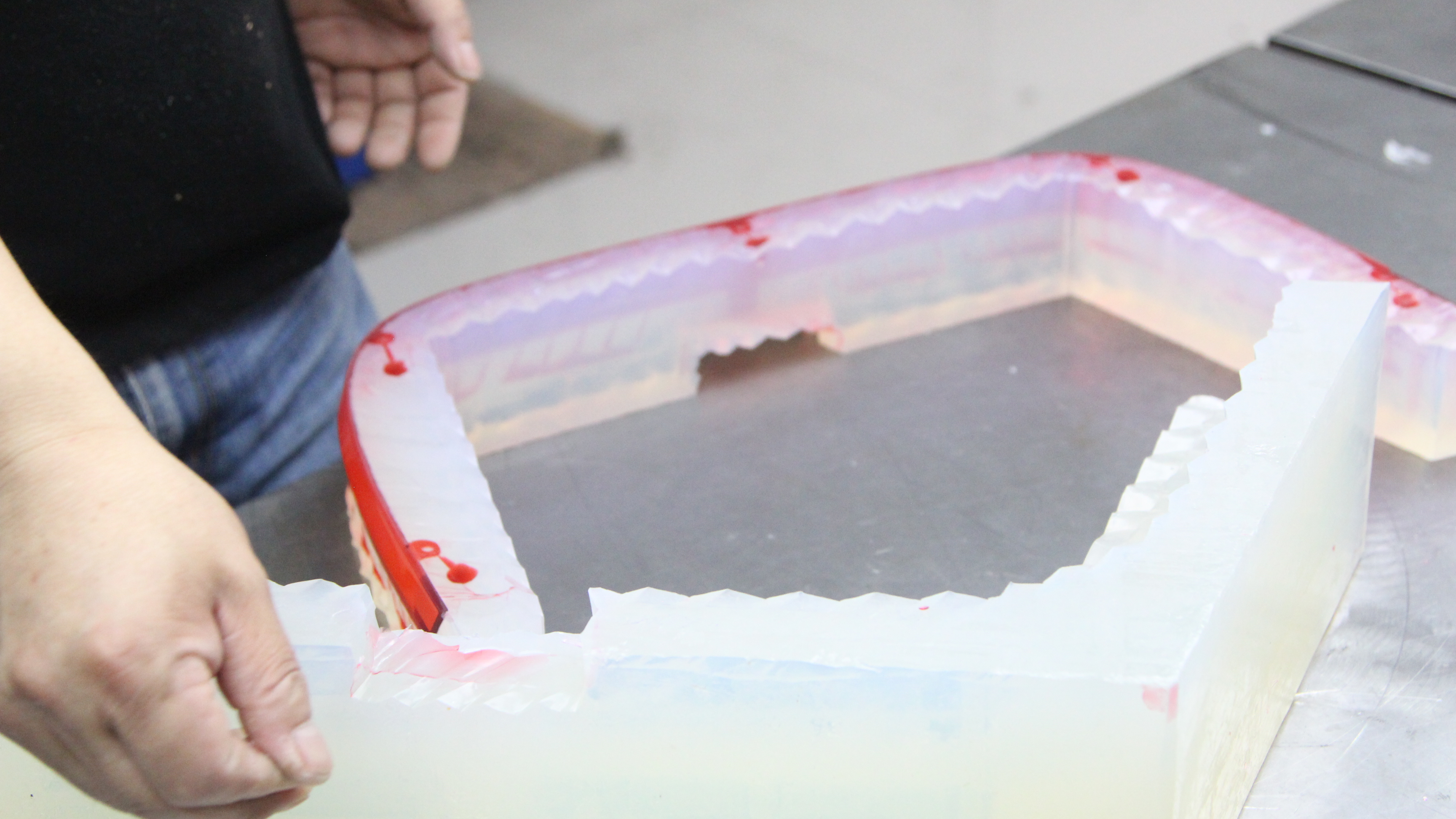
- Nach dem vollständigen Aushärten den Formkasten entfernen und die Silikonform vorsichtig mit einer Klinge entlang der vorgesehenen Trennlinie durchschneiden, um den Prototyp zu erhalten. An diesem Punkt ist eine Negativ-Silikonform fertig.
Schritt Zwei: Gießen Sie das replizierte Produkt
1. Gießmaterialien vorbereiten: Wählen Sie geeignete Materialien basierend auf den Produktanforderungen aus. Das am häufigsten verwendete Material ist Polyurethanharz (PU-Harz), da es in einer Vielzahl von Typen erhältlich ist (kann ABS, PP, Weichgummi, transparente Teile usw. imitieren), schnell aushärtet und eine gute Festigkeit aufweist.
2. Mischen und Entgasen: Mischen Sie die A- und B-Komponenten des Harzes im richtigen Verhältnis und führen Sie zusätzlich eine Vakuumentgasungsbehandlung durch.
3. Gießen und Aushärten: Gießen Sie das behandelte Harz in die Silikonform, decken Sie die andere Hälfte der Form ab und klemmen Sie sie fest. Das Harz reagiert und härtet in der Form aus.
4. Entformen und Nachbehandlung: Nachdem das Harz ausgehärtet ist, können Sie die Replik dank der Flexibilität des Silikons leicht aus der Form lösen. Entfernen Sie abschließend die Grate an den Gieß- und Entlüftungsöffnungen und führen Sie eine Nachbehandlung durch Schleifen und Lackieren durch.
III. Technische Merkmale und Vorteile
· Hohe Präzision und detaillierte Reproduktion: Es kann die feinen Texturen auf der Oberfläche des Prototyps perfekt nachbilden.
· Relativ einfache Bedienung: Es ist keine große oder schwere Ausrüstung erforderlich und die Durchführung kann in einer Studioumgebung erfolgen.
· Niedrige Kosten und kurzer Zyklus: Es eignet sich sehr gut für die Produktion kleiner Chargen (von Dutzenden bis Hunderten von Stück), wobei die Kosten und der Zeitaufwand für die Formenherstellung weitaus geringer sind als bei Metallformen (z. B. Stahlformen).
· Leichtes Entformen: Das Silikon ist weich und lässt sich auch bei Hinterschneidungen durch Drücken und Dehnen problemlos entformen.
· Große Materialanpassungsfähigkeit: Derselbe Satz Silikonformen kann zum Gießen verschiedener Materialien wie transparentem Harz, Weichgummi, Gips usw. verwendet werden.
IV. Hauptanwendungsgebiete
· Produktentwicklung und -design: Schnelle Herstellung funktionaler Prototypteile zur Produktoptik und Strukturüberprüfung.
· Kleinserienproduktion: Für Marktversuche im kleinen Maßstab und die Herstellung von Spezialprodukten.
· Kulturell und künstlerisch: Nachbildung kultureller Relikte, Reproduktion von Skulpturen und Herstellung von Kunsthandwerk.
· Film- und Fernsehrequisiten: Herstellung von Spezialeffektrequisiten und Kostümzubehör.
· Feinguss: Im Wachsausschmelzverfahren werden Formen für Wachsmodelle hergestellt.
V. Hinweise und Einschränkungen
· Begrenzte Lebensdauer der Form: Silikonformen sind weiche Formen, und ein Satz Formen hat typischerweise eine Lebensdauer von mehreren Dutzend bis einigen Dutzend Mal (abhängig von der Qualität des Silikons und der Komplexität der Teile), was sie für die Massenproduktion ungeeignet macht.
· Schrumpfrate vorhanden: Sowohl Silikon als auch das zum Gießen verwendete Harz weisen beim Aushärten eine unterschiedliche Schrumpfung auf. Bei Teilen mit strengen Maßanforderungen muss die Schrumpfung bereits im Prototypenstadium kompensiert werden.
· Hohe Anforderungen an die Erfahrung des Bedieners: Die Gestaltung der Trennlinie sowie die Platzierung der Gieß- und Entlüftungslöcher sind in hohem Maße von der Erfahrung abhängig, da sonst wahrscheinlich Defekte auftreten.
· Blasenproblem: Trotz des Vakuumierschritts können in sehr komplexen Strukturen immer noch Blasen eingeschlossen werden, und es müssen technische Maßnahmen ergriffen werden, um dies zu vermeiden.
Zusammenfassend lässt sich sagen, dass die Silikonkautschukbeschichtung eine äußerst wertvolle Brückentechnologie ist, die die Lücke zwischen einzelnen Prototypen und der Großserienproduktion perfekt schließt. Wenn eine kleine Anzahl hochwertiger und detailreicher Replikate hergestellt werden muss, ist dies eine sehr wirtschaftliche und effiziente Wahl.